§ 1. ПОНЯТИЕ ОБ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХМеталлорежущие станки применяются для обработки деталей резанием. Обработка на металлорежущих станках осуществляется перемещением режущего инструмента относительно обрабатываемой по-поверхности детали. Основные движения станка (рис. 1) следующие. 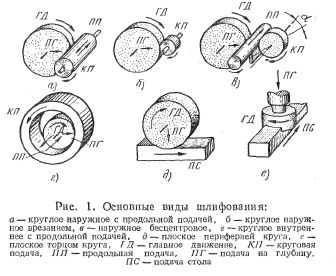
Главное движение (движение резания — ГД). Скоростью резания называется путь режущей кромки относительно обрабатываемой поверхности в единицу времени. В шлифовальных станках главное движение осуществляется вращением круга и характеризуется его окружной скоростью. Движение подач, при котором инструмент врезается в новые участки обрабатываемой поверхности В круглошлифовальных станках движение подачи является сложным и слагается из вращательного движения детали (круговой подачи — КП), продольного перемещения детали или круга (продольной подачи — ПП) подачи на глубину —ПГ. Скорости подач определяются режущей способностью абразивного инструмента, требованиями к точности и шероховатости обработанной поверхности. Помимо этого, в станках осуществляются и другие движения, связанные с закреплением детали, подачей ее в зону резания перемещением круга в исходное и рабочее положение. Шлифование, являющееся одним из распространенных видов механической обработки, обеспечивает: высокую размерную точность сопряжения деталей в пределах 2—4 мк и меньше; высокую точность формы, например, нецилиндричность в пределах 1—3 мк, некруглость — 0,3 — 0,5 мк; малую высоту шероховатости обработанной поверхности (у 7— 9 класс), а в отдельных случаях \/10 класс и выше. При окончательной обработке деталей с малыми припусками (до 0,5 мм) шлифование является наиболее производительным и экономичным процессом. Усилия резания при шлифовании меньше, чем при точении и фрезеровании, следовательно, и меньше отжатие детали, благодаря чему легче обеспечить точность обработки. Преимуществом обработки на шлифовальных станках является простота наладки и возможность во время обработки изменять режим резания, снижая его к концу обработки, и снимать тончайшие слои металла. следующая —> |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
продвижение сайтов ставрополь
|