|
В соответствии с требованиями стандарта круги диаметром 125 мм и более и высотой 8 мм и более перед установкой на станок должны балансироваться заводом-потребителем независимо от балансировки, выполненной заводом-поставщиком. Наиболее часто применяются] статическая и динамическая балансировки. 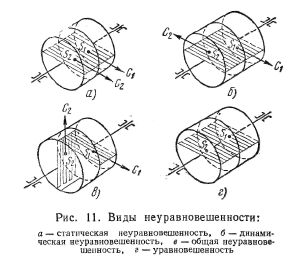
Статическая балансировка — операция, устраняющая статическую] неуравновешенность. Вследствие относительно небольшой высоты кругов плечо пары сил, обусловливающей динамическую неуравновешенность, для большинства кругов невелико, поэтому круги подвергают только статической балансировке. При использовании кругов высотой; свыше 200 мм необходима их динамическая балансировка. Статическая балансировка кругов производится на абразивных заводах. Тай как неуравновешенность круга изменяется при установке круга во фланцах и зависит также от правки, то их дополнительно балансируют во фланцах. Для выполнения балансировки применяют балансировочные станки следующих конструкций: а) балансировочные станки с двумя гладкими цилиндрическими валиками; б) балансировочные станки с вращающимися дисками; в) приборы (весы) для балансировки. Широко распространены балансировочные станки с валиками из-за простоты конструкции (рис. 12). Основными деталями станка, показанного на рис. 12, являются два параллельно расположенных стальных термически обработанных валика 1 из стали У7А, У8А HRC 50-52 одинакового диаметра (разница в диаметрах валиков не должна превышать 0,02 мм) и с шероховатостью поверхности не ниже 9, станины 3 станка и крепежных фланцев-втулок 2 с балансировочными сухариками. Крепежные фланцы являются принадлежностью шлифовального станка и поставляются заводом-изготовителем вместе со станком. Если возникает необходимость изготовления запасного комплекта фланцев, то последний должен быть идентичен с комплектом фланцев, полученных от завода-изготовителя. 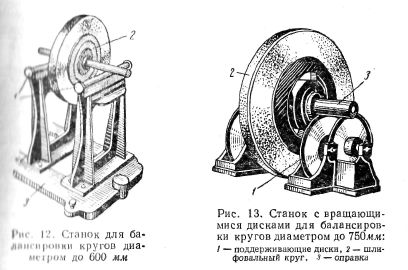
Балансировочные станки с вращающимися дисками (рис. 13) требуют постоянного наблюдения за легкостью и плавностью вращения дисков, что необходимо для достижения должной точности балансировки кругов. Типовая конструкция балансировочной оправки представлена на рис. 14 Оправка изготовляется из инструментальной стали У7А, У8А и термически обрабатывается до твердости HRC 48-50 Рабочие цилиндрические поверхности оправки и конусная часть обрабатываются с шероховатостью поверхности не ниже 9. При изготовлении оправки необходимо, чтобы диаметры обоих концов ее цилиндрической части были одинаковыми (разница не более 0,01 мм), а длина на 200-250 мм больше расстояния между центрами валиков балансировочного станка. Коническая часть оправки должна точно (по краске) пригоняться по посадочному месту во фланце. Оправку необходимо статически отбалансировать и заклеймить номером соответствующего шлифовального станка. Перед балансировкой круга крепежные фланцы, балансировочные оправки и зажимные гайки должны быть осмотрим, очищены от пыли, не должны иметь вмятин, царапин, забоин, заусенцев и следов коррозии. После этого производится балансировка оправки с гайкой, а затем — фланцев в сборе вместе с оправкой при снятых сухариках. <—предыдыщая следующая —> |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
seo продвижение
|