Для вас на сайте as-tim.ru
предлагаем купить арматуру 10 для вас на сайте as-tim.ru
as-tim.ru
|
Практика эксплуатации шлифовальных кругов показала, что одним] из решающих факторов, влияющих на его стойкость и определяющих высокое качество обработки, является минимальная неуравновешенность (дисбаланс) круга. С целью уменьшения дисбаланса применяется предварительная правка кругов. На ряде заводов применяются специальные станки для предварительной правки кругов в сборе с планшайбой (рис. 16). На таких станках можно править круг как по периферии, так и по торцам. Так, например, на автозаводе им. Лихачева все круги диаметром 500 мм и выше подвергаются правке по периферии. Правке по торцам подвергаются прецизионные круги в первую очередь для многокругового шлифования. Правящим инструментом служат круги ПП 150x32x32 КЧ125ЧТ1К, приводящиеся во вращение от мотора со скоростью 10 м/сек. Шпиндель станка имеет 150 об/мин, продольная подача гидравлическая в пределах от 2 до б м/мин. Предварительная правка с целью улучшения балансировки кругов имеет следующие преимущества: а) сокращает время правки нового круга на шлифовальном станке; б) исключает необходимость снятия круга со шлифовального станка для вторичной балансировки; в) сокращает расход инструмента для правки; г) улучшает качество обработки деталей; д) увеличивает стойкость подшипников шлифовального шпинделя. 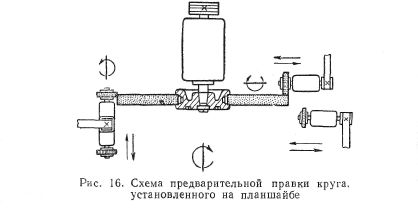
Допускаемая величина статической неуравновешенности. Уравновешиванию (балансировке) подвергаются круги по ГОСТ 2424—67 (кроме форм ПР, ПН, Д, 1K, 2K и ЧК), предназначенные для работы с окружной скоростью свыше 15 м/сек и имеющие внешний диаметр 250 мм и более, а высоту — 6 мм и более (круги для резьбошлифования) или 8 мм и более (прочие круги). Согласно ГОСТ 3060—55 единица дисбаланса Е, равная величине груза в гс, устраняющая неуравновешенность, вызванную смещением центра тяжести от геометрического центра круга на 0,01 см, составляет где D — наружный диаметр круга, см, d — диаметр отверстия круга, см, Н — высота круга, см. Таблица 11 Определение класса дисбаланса
В зависимости от высоты круга, зернистости и связки установлены четыре класса дисбаланса (табл. 11). Круги классса А должны по ГОСТ 3060—55 иметь дисбаланс 1-го и 2-го классов без компенсации. <—предыдыщая следующая —> |
||||||||||||||||||||||||||||||
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
дизайн сайтов
|