Metallmoment.ru
Лист стальной горячекатаный купить metallmoment.ru.
metallmoment.ru
|
Алмазные ролики обычно устанавливаются в специальном приспособлении и приводятся во вращение от отдельного привода. На рис. 18 представлен эскиз приспособления. Ролик 8 устанавливается на шпинделе 12, смонтированном вместе с электродвигателем привода 11 на салазках 1, расположенных между двумя колоннами с шариковыми направляющими 10 в корпусе 9. Ходовой винт 6, получающий вращение от гидравлического мотора 2 через магнитную муфту 3 и передачу 4, обеспечивает движение подачи салазок. Гайка 5 ходового винта выполнена в виде поршня гидравлического цилиндра. Корпус приспособления смонтирован на шлифовальной бабке 7. На рис. 19 показаны разные методы, применяемые при правке шлифовальных кругов в процессе обработки шеек коленчатых валов. Прямой алмазный ролик, вращающийся со скоростью 3000 об/мин вокруг оси, перпендикулярной оси вращения шлифовального круга, перемещается (рис. 19, а) по копиру, осуществляя правку торцов, радиусов и периферии круга. Недостатком этого метода является то, что на периферии круга не обеспечивается достаточно хорошая правка, что не позволяет получить высокий класс чистоты поверхности шейки. На рис. 19, б представлен другой способ. Ролик состоит из трех частей — центральной цилиндрической и двух боковых с радиусом. Ролик А осуществляет правку одного радиуса, ролик В — другого, ролик Б с продольной подачей осуществляет правку периферии круга. При этом способе обеспечивается меньшая шероховатость обработки Третий способ (рис. 19, б) предусматривает применение фасонного poлика. При этом правка осуществляется методом врезания. Правящий алмазный инструмент может применяться только на исправных станках. Перед началом правки необходимо проверить исправность механизмов подачи, сбалансированность шлифовального круга и правильность установки алмазного инструмента относительно поверхности шлифовального круга, подлежащей правке. 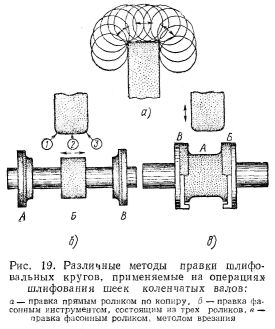
<—предыдыщая следующая —> |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
продвижение сайтов seo
|