|
Лопастные насосы выпускаются в одинарном и сдвоенном исполнении. Насосы в сдвоенном исполнении состоят из двух одинарных насосов, смонтированных на общем приводном валу и соединенных друг с другом специальными переходными фланцами. Нагнетать масло в гидросистему со сдвоенными насосами можно как одним общим, так и двумя независимыми потоками. В новых конструкциях шлифовальных станков наибольшее распространение получили лопастные насосы серии Г12-2 и быстроходные насосы серии Г12-4, построенные по тому же принципу, что и серии Г12-2 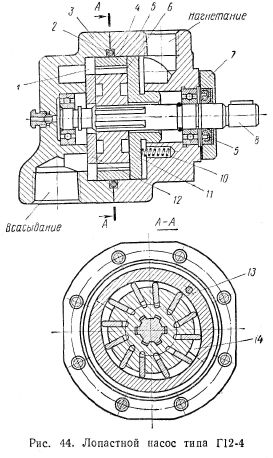
На рис, 44 представлен лопастной насос серии Г12-4. В чугунном корпусе 5 и крышке 3 смонтировано закаленное кольцо-статор 4, имеющее внутри профилированную поверхность, по которой скользят диски 12 лопаток 13. Лопатки свободно перемещаются в радиальных пазах ротора 6, насаженного на шлицы вала 8, вращающегося в шарикоподшипниках. К торцам кольца-статора 4 прижаты диски — плоский 12 и с шейкой 11 плавающего типа. В начале работы диск 11 прижимается к статору тремя пружинами 10, а в процессе работы — давлением масла. В диске 12 имеются два окна 1 для всасывания масла, а в диске 11 — два окна для нагнетания масла. При вращении ротора 6 лопатки 13 под действием центробежной силы и давления масла, подведенного под лопатки, всегда прижаты к внутренней поверхности статора и каждая лопатка перемещается в пазах ротора 6 в радиальном направлении в соответствии с профилем кривой на статоре 4, причем каждая из камер, образованная двумя соседними лопатками, внутренней поверхностью статора и ротором, во время соединения с окнами всасывания 1 увеличивает свой объем (благодаря профилю статора 4) и заполняется маслом через окна всасывания, а во время соединения с окнами нагнетания 14 уменьшает свой объем, вытесняя масло через окна нагнетания. За один оборот ротора 6 производится два полных цикла всасывания и нагнетания. Благодаря диаметрально противоположному расположению подвода и отвода масла нагрузки на ротор 6 от давления масла со стороны полости нагнетания уравновешиваются, и вал насоса передает только крутящий момент. Для предотвращения утечки масла по валу 8 насоса во фланце 7 установлена манжета 9 из маслостойкой резины. <—предыдыщая следующая —> |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание сайта цена
|