ПОРЯДОК НАЛАДКИ ЗУБОФРЕЗЕРНЫХ СТАНКОВНаладка зубофрезерных станков состоит из следующих элементов: 1) настройки гитар станка, 2) установки червячной фрезы, 3) установки нарезаемой детали, 4) проверки правильности настройки гитар станка, 5) установки глубины фрезерования. Настройка гитар скоростей, подач и делительной производится для всех случаев нарезания цилиндрических и червячных зубчатых колес. При этом следует иметь в виду, что зубофрезерные станки имеют часто три вида подач: 1) вертикальную подачу супорта фрезы параллельно оси детали при нарезании цилиндрических прямозубых и косозубых колес; 2) радиальную подачу стола с деталью или супортной стойки с фрезой при нарезании червячных колес цилиндрической червячной фрезой; 3) осевую подачу при нарезании червячных колес летучей фрезой или червячной фрезой с конусным концом. Гитара дифференциала настраивается при нарезании косозубых колес, а также червячных колес при осевой подаче и прямозубых колес с числом зубьев, для которых в наборе сменных колес делительной гитары нет подходящих по числу зубьев колес. При установке сменных колес следует иметь в виду, чтобы в зацеплении не было заклинивания зубьев сопряженных колес и излишнего зазора. Установка червячной фрезы. Во избежание погрешностей, связанных с неправильной установкой червячной фрезы, необходимо: а) проверить радиальное и торцевое биение фрезерного шпинделя (рис. 16). Эта проверка производится с помощью индикатора и контрольной шпиндельной оправки, длина рабочей части которой обычно принимается равной 300 мм. 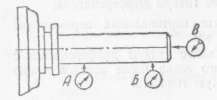
Рис. 16. Проверка биения фрезерного шпинделя зубофрезерного станка.Такая проверка должна производиться периодически, а также перед наладкой станка для нарезания большой партии деталей. Значения допустимых биений фрезерного шпинделя приведены в таблице 9. Допустимые величины биения фрезерного шпинделя 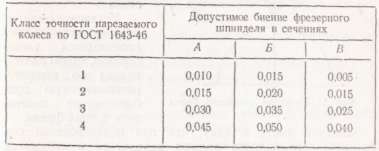
б) Проверить радиальное и торцевое биение фрезерной оправки, установленной в шпинделе без поддерживающего кронштейна. Значения допустимых биений фрезерной оправки приведены в таблице 10. Допустимые величины биения фрезерной оправки (без поддерживающего кронштейна) 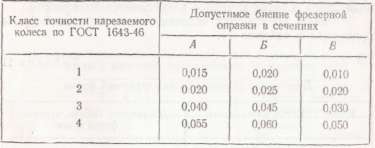
в) Установить червячную фрезу на оправке так, чтобы одна из ее впадин совпадала с центром станка. Это достигается перемещением продольных салазок супорта. Проверка положения фрезы производится специальным установочным калибром соответствующего модуля (рис. 17). |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание web сайтов
|