|
Все чистовые червячные фрезы, за исключением класса С, имеют шлифованный профиль зубьев. Модуль червячной фрезы выбирается по нормальному модулю косозубого колеса. Угол подъема винтовой линии для модулей m < 10 принимается равным лямбда меньше пяти градусов. Профиль зубьев фрезы в нормальном сечении выполняется по исходному контуру зубчатой рейки по ГОСТ 3058-54. Для обеспечения большей плавности работы нарезаемых колес фрезы класса A выполняются с фланкированным профилем. Фланкированная червячная фреза имеет утолщенную ножку зуба, обеспечивающую преднамеренную подрезку головки зуба нарезаемого колеса. Фрезы класса В и С выполняются с нефланкированным профилем. С целью экономии быстрорежущей стали при нарезании зубчатых колес с модулем m > 5 мм применяются сборные червячные фрезы со вставными гребенками или зубьями. При нарезании зубчатых колес с модулем m<5 мм находят применение также червячные фрезы, оснащенные твердым сплавом. Червячная фреза для нарезания червячных колес должна иметь с основным червяком одинаковые: модуль, диаметр делительного цилиндра, число заходов, исходный угол профиля и форму винтовой поверхности. На рис. 20 и в таблице 22 приведены конструкция и основные размеры оправок для стандартных червячных фрез к зубофрезерному станку. 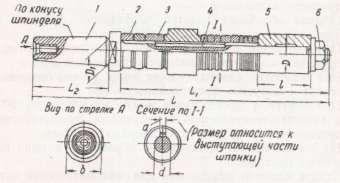
Рис. 20. Фрезерная оправка к зубофрезерному станку для стандартных червячных фрез:1 оправка; 2 — 3 — кольца; 4 шпонка; 5 — втулка; 6 — гайка.Основные размеры фрезерных оправок к зубофрезерному станку для стандартных червячных фрез 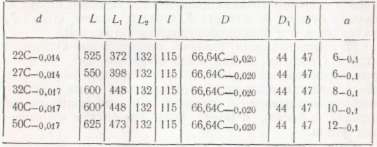
Примечание. Оправки и втулки изготовляют из стали 15, цементируют и закаливают до ЗУБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ МОДЕЛИ 5Д32Зубофрезерный полуавтомат модели 5Д32 [12] является универсальным станком. На нем можно производить нарезание цилиндрических прямозубых и косозубых, а также червячных колес в условиях серийного производства. При наличии специальных приспособлений можно на станке нарезать червячные колеса методом осевой подачи и колеса внутреннего зацепления. Обычно обработка ведется червячными фрезами из быстрорежущей стали методом обкатки. При нарезании колес внутреннего зацепления методом копирования применяют дисковые и пальцевые фрезы. При обработке цилиндрических колес можно применять встречное и попутное фрезерование. При попутном фрезеровании можно увеличить на 20— 25% скорость по сравнению со встречным фрезерованием. Увеличивается также и чистота поверхности зубьев. На станке можно производить обработку в один или несколько проходов. Станок снабжен механизмом для автоматической остановки в конце резания и быстрого перемещения при наладке салазок супорта и стойки. Станок обеспечивает получение цилиндрических и червячных колес в пределах 2-го класса точности. |
 56-62.
Промежуточные кольца и гайки изготовляют из стали 45 и закаливают до
56-62.
Промежуточные кольца и гайки изготовляют из стали 45 и закаливают до Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
заказать сайт ростов
|