|
окислов на торцах труб температура нагрева может быть снижена до 1250—1280° С. Давление осадки при этом должно быть повышено до 4—6 кГ/мм2. Таким образом, стыковая сварка труб при индукционном нагреве может быть осуществлена <по двум характерным режимам: 1-й режим — без применения средств защиты металла от окисления в процессе нагрева при температуре 1380—1420° С и давлении осадки 2—4 кГ\мм2\ 2-й режим — с защитой металла от окисления жидким флюсом или газами при температуре 1250—1280° С и давлении осадки 4—6 кГ/мм2. Частота тока для нагрева труб перед сваркой выбирается так, чтобы при удовлетворительной равномерности нагрева свариваемых поверхностей (за короткий промежуток времени) коэффициент полезного действия устройства был достаточно велик. Критериями выбора частоты тока и времени нагрева являются диаметр и толщина стенки трубы. Благоприятные условия нагрева труб в процессе сварки будут обеспечены, если будут соблюдены следующие соотношения: 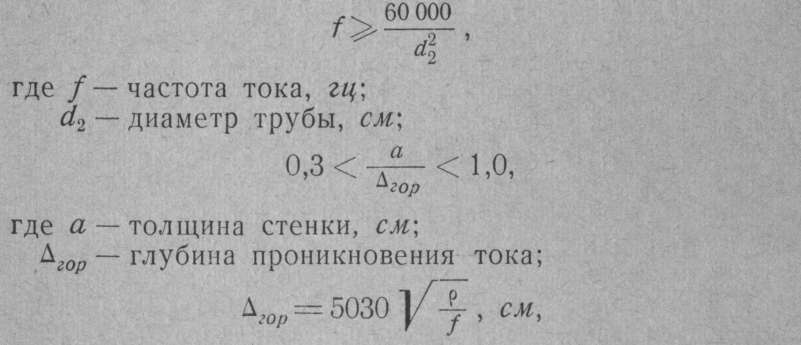
где р — удельное электрическое сопротивление в ом-см. Для наиболее распространенных труб частоту тока и время нагрева целесообразно выбирать по следующей таблице, Ввиду того что генераторы на частоту тока 1000 гц выпускаются минимальной мощностью 500 кет, использовать их для создания сварочных устройств практически невозможно. Для нагрева под сварку труб диаметром более 100 мм может быть использован также ток часто- Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание флеш сайтов
|