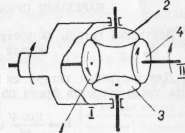
Рис. 24. Схема дифференциалаДопустим, что весь дифференциал поворачивается вокруг оси II—II на один оборот по большой стрелке. В этом случае зубчатые колеса 1 и 4 сделают по одному обороту в этом направлении. Закрепим втулку I и сообщим один оборот колесу I в обратном направлении, т. е. вернем это колесо в исходное положенние. В этом случае колесо 4 сделает еще один оборот по большой стороне. Следовательно, за один оборот втулки I при неподвижном колесе 1 колесо 4 делает 2 оборота в ту же сторону, что и втулка I. Приняв следующие обозначения: n — число оборотов в минуту ведомого вала, 
В случае, если ведущее колесо 4 неподвижно, а вращается от червячной пары колесо 1 (при включении кулачковой муфты 7), получим где При одновременном вращении обоих колес — 1 и 4 в одну сторону При вращении в противоположную сторону V. ЗУБОДОЛБЕЖНЫЕ СТАНКИ И ИХ НАЛАДКАТипы зубодолбежных станковРазличают зубодолбежные станки вертикального и горизонтального типа. В вертикальных зубодолбежных станках применяются в качестве инструмента зуборезные долбяки или многорезцовые головки с вертикальной осью вращения. Вертикальные зубодолбежные станки, работающие долбяком, применяются для нарезания цилиндрических прямозубых и косозубых колес наружного и внутреннего зацепления. Вертикальные зубодолбежные станки, работающие многорезцовой головкой, применяются для нарезания прямозубых и косозубых колес наружного зацепления в условиях массового и крупносерийного производства. Горизонтальные зубодолбежные станки обычно работают с двумя долбяками, ось которых расположена в горизонтальной плоскости. Они применяются для нарезания шевронных зубчатых колес без канавок и крупногабаритных колес внутреннего зацепления. Принцип работы зубодолбежных станковВертикальные зубодолбежные станки работают по методу обкатки, основанному на принципе механического воспроизводства зацепления двух зубчатых колес. Инструмент-долбяк имеет форму зубчатого колеса с модулем, равным модулю нарезаемого колеса. Каждый зуб долбяка представляет собой резец с соответствующими передними и задними углами. Нарезаемая деталь и долбяк взаимно вращаются, осуществляя движение обкатки по формуле:
n — число оборотов нарезаемой детали; Z — число зубьев нарезаемой детали;
Кроме вращательного движения, долбяк получает возвратно-поступательное движение параллельно оси заготовки для осуществления процесса резания. |
 — число оборотов в минуту ведущего вала, получим в этом случае:
— число оборотов в минуту ведущего вала, получим в этом случае: (28)
(28) (29)
(29) (30)
(30) (31)
(31) — число оборотов долбяка;
— число оборотов долбяка; — число зубьев долбяка.
— число зубьев долбяка.Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
сколько стоит сайт создать
|