|
Конус оправки должен быть прошлифован по шпинделю станка так, чтобы при установке оправки от руки, без толчка, зазор между торцом оправки и торцом шпинделя был бы не более 0,2—0,3 мм. После установки оправка затягивается болтом так, чтобы не было зазора между торцом оправки и торцом шпинделя. Биение посадочных мест оправки проверяется индикатором и не должно превышать 30% от допуска на биение конуса выступов заготовки. Заготовка, установленная на оправке, проверяется на биение поверхности конуса выступов. После установки заготовки последняя вместе с делительной бабкой перемещается в осевом направлении так, чтобы вершина начального конуса колеса совпала с центром станка. При правильной установке это будет тогда, когда упор, установленный на каретке, подойдет вплотную к упору, установленному на станине. В условиях серийного и массового производства обычно применяют способ установки заготовки на станке от опорного базового торца. Достоинства этого способа заключаются в том, что нарезанные колеса являются взаимозаменяемыми и не требуется осевого перемещения бабки для каждой заготовки. Токарная обработка конусов и наружного диаметра Если расстояние от заднего опорного торца до основания делительного конуса не выдержано, то задние дополнительные конусы при монтаже не совпадут. Контроль зуба производится на контрольно-обкатном станке, по зазору в паре. Делительную бабку перемещают в осевом направлении на размер K+A , отсчитывая показания по шкале с нониусом, где K—базовое расстояние берется из рабочего чертежа; А — длина буртика оправки замеряется микрометром (рис. 53). 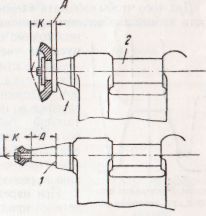
Рис. 53. Схема установки делительной бабки:1 — терец шпинделя делительной бабки;2 — рабочий шпиндель делительной оабки.Установка делительной бабки должна быть произведена с точностью до 0,02 мм. Установка длины хода ползуна с резцамиДлина хода ползунов с резцами К станку прилагается специальный градуированный ключ, позволяющий установить по шкале необходимую длину хода, в зависимости от угла установа ползунов. Станок снабжен таблицей, где увязаны показания шкалы ключа с длиной хода резца и углом установки ползунов. Эта установка одинакова как для чернового, так и для чистового нарезания зубьев. Разделение припуска иа обработку при чистовом нарезанииДля того чтобы избежать "черновины" на боковой поверхности зубьев и обеспечить равномерную нагрузку на резцы, необходимо правильно разделить припуск на чистовое нарезание. Это достигается следующим образом: люлька устанавливается в нулевом положении; установленное, предварительно нарезанное колесо на делительной бабке подводится вперед, пока зуб колеса плотно не войдет во впадину между резцами, занимая симметричное положение по отношению к резцам (рис. 54). 
Рис. 54. Разделение припуска при чистовом нарезанииПри нарезании партий одинаковых деталеи припуск только первого колеса делят при помощи резцов. Для разделения припуска на остальных колесах применяется калибр, который настраивается по первому нарезанному колесу. |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание интернет магазина
|