|
Малые диаметры резьбы нарезаются одним рабочим, а свыше I1//' — двумя, с поворотом клуппа на Щ оборота в два, -три прохода. Во избежание срыва резьбы и получения чистой поверхности во время нарезания надо делать периодические возвращения инструмента и обязательно выполнять операцию со смазкой вареным маслом. Нарезание резьбы клуппом показано на фиг. 28. Гибка труб одна из основных и наиболее трудоемких операций изготовления деталей трубопроводов. Эта операция выполняется холодным и горячим способами. Для механизированной гибки труб промышленностью серийно изготовляются трубогибочные станки. На этих станках гнут вхолодную трубы углеродистой стали ф 219 мм и толщиной стенки до 28 мм. Станки имеют гидрофицированное устройство для зажима обрабатываемой трубы и перемещения силовой головки. 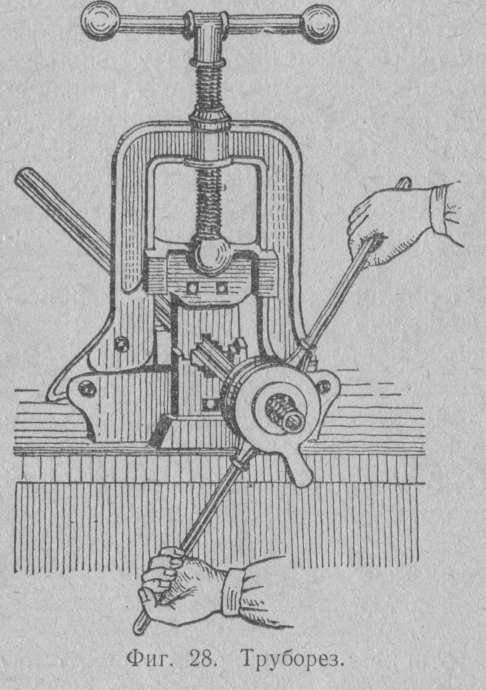 Следующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
раскрутка групп
|