|
электрода должен заполнить разрыв в 1-4-3 мм между листами. Свариваемые листы толщиной 5-4-15 мм требуют подготовки кромок в виде V-образных скосов, причем с утолщением листа угол развала увеличивается до 90°. Образовавшееся углубление заполняется металлом шва, и этим гарантируется необходимая прочность. Для сварки толстых листов, более 15 мм, применяют Х-образные скосы указанных размеров (фиг. 38, в, г). В условиях монтажных работ обработка кромок и подготовка скосов у листов делается ручным и пневматическим зубилами или с помощью газовой резки. Обработка на металлорежущих станках применяется в тех случаях, когда свариваемые изделия изготовляются в специализированных цехах. При сварке неплоских деталей, кроме подготовки скосов, приходится отдельные детали крепить до прихватки струбцинами и другими 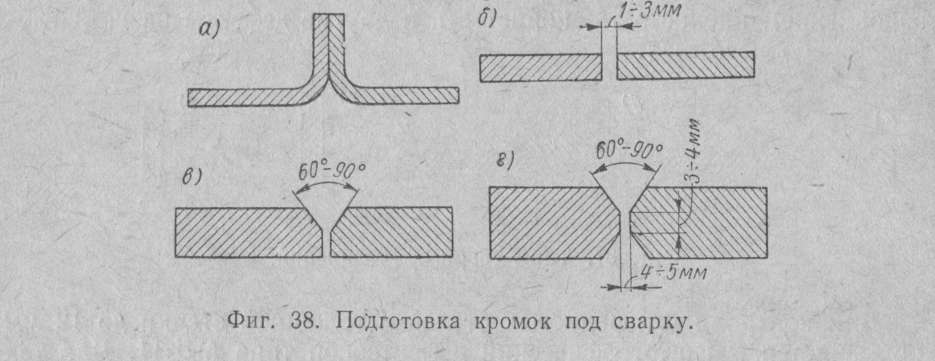 Предыдущая страница
Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание сайта сочи
|