|
Применение дуговой и электрошлаковои сварки не обеспечивает высокой производительности и связано с использованием сравнительно дефицитных и дорогих флюсо>в, газов и электродной проволоки. Контактная сварка оплавлением требует дополнительной обработки полос перед сваркой и больших механических усилий при осадке. Сварка фланцев при индукционном нагреве производится без использования присадочного металла и защитных средств. Она осуществляется непосредственно после гибки полосы в горячем состоянии, что снижает электрическую мощность сварочной машины и механические усилия на осадку. Производительность сварочной машины при этом способе может достигать 30—60 фланцев в час. В этой машине используется индуктор, состоящий из двух половин, присоединенных к двум понижающим трансформаторам. Верхние половины колец индуктора подключены к одному трансформатору, нижние — к другому. Питание к трансформаторам подведено таким образом, что ток в индукторе, состоящем из двух половин, проходит так же, как и в целом индукторе. Такое выполнение позволяет легко устанавливать заготовки перед сваркой и удалять сваренные фланцы. В момент установки заготовки и удаления фланца трансформаторы с полуиндукторами отводятся вверх и вниз. С целью повышения коэффициента полезного действия индуктора на трубку индуктирующего провода помещаются магнитопроводы из П-образных пакетов тонкой листовой электротехнической стали. Соответствующим размещением магнитопроводов достигается равномерный нагрев свариваемых поверхностей, 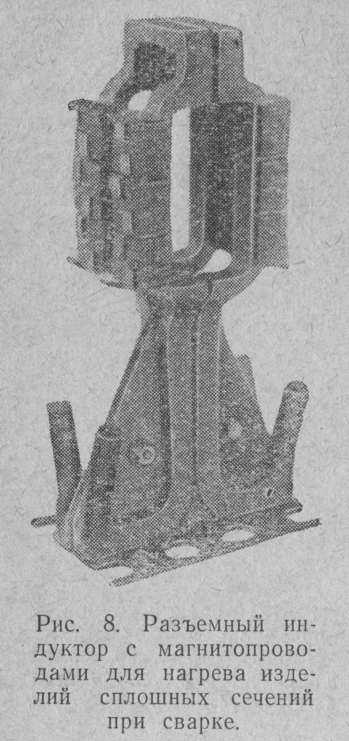 Следующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
франшиза рекламного агентства
|