|
нитопроводом. В этом случае магнитный поток, создаваемый током индуктора, пересекает полосу перпендикулярно ее поверхности (магнитное поле поперечно), что 'позволяет использовать для нагрева сравнительно тонких полос ток частот звукового диапазона. Прямолинейные индукторы могут быть установлены на расстоянии примерно 1,5 м от точки сварки. За время прохождения этого отрезка кромки снова охлаждаются за счет 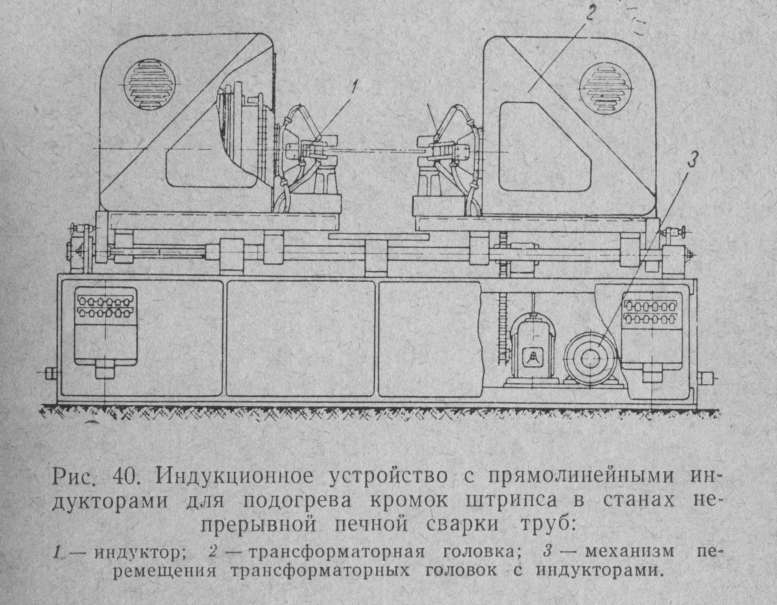
отсоса тепла в металл, нагретый до меньшей температуры, и излучения в окружающую среду. Сварочная температура на кромках может быть сохранена, если кромки полосы толщиной 2—3 мм будут нагреты на ширину 5—8 мм, а полосы толщиной 6—8 мм — на ширину 10—15' мм. В НИИ ТВЧ разработана конструкция индукционного устройства для подогрева кромок полосы мощностью 600 кет — по 300 кет на каждый индуктор (рис. 40) при частоте тока 8000 гц. Устройство такой мощности обеспечит нормальную работу стана производительностью 250—300 тыс. тонн труб в год. Индукторы длиной 300—400 мм получают питание током высокой частоты через понижающие трансформаторы. Все элементы Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создать сайт воронеж
|