Ножка-опора для основания кровати
Ножка-опора для основания кровати металлические ножки для кровати.
espe.spb.ru
§ 1. СПОСОБЫ И ОСОБЕННОСТИ КРУГЛОГО ШЛИФОВАНИЯНа наружных круглошлифовальных станках деталь устанавливается в центрах и приводится во вращение шпинделем передней бабки. Снятие металла при обработке осуществляется вращающимся шлифовальным кругом. Для осуществления круглого наружного шлифования необходимы следующие движения: а) вращение круга, или главное движение резания; 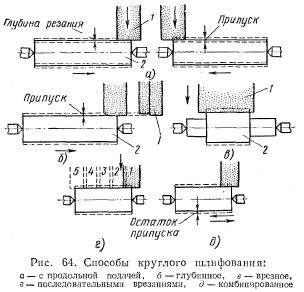 б) вращение детали — круговая подача детали; в) возвратино-поступательное движение детали (или круга) вдоль своей оси— продольная подача; г) поперечное перемещение круга на деталь (или детали на круг) — поперечная подача или подача на глубину шлифования. Наружное круглое шлифование может осуществляться несколькими способами: продольное шлифование — за несколько продольных проходов с подачей на глубину на двойной (или каждый) проход (рис. 64, а); глубинное шлифование — за один проход кругом, установленным на глубину (рис. 64, б); врезное шлифование — с поперечной подачей на всю ширину обработки (периодической или непрерывной) в радиальном (рис. 64, в) или тангенциальном направлении; шлифование последовательными врезаниями — с радиальной подачей уступами (рис. 64, г); комбинированное шлифование (рис. 64, д). При шлифовании с продольной подачей деталь 2 или круг 1 получает возвратно-поступательное движение вдоль своей оси, при этом после двойного (или каждого) прохода осуществляется подача на глубину. При глубинном шлифовании снимают весь или почти весь припуск за один проход с малой продольной подачей, при этом применяют заправку круга ступенчатую или на конус. При шлифовании врезанием высота круга должна быть равна (или больше) длине обрабатываемой поверхности, и снятие припуска осуществляется путем непрерывной или периодической (на один оборот детали) подачи круга в радиальном направлении. В отдельных случаях кругу сообщается дополнительное осевое колебательное движение с небольшой амплитудой ( до 3 мм), так называемое осциллирующее движение. Если длина обработки превышает высоту шлифовального круга, то можно обрабатывать отдельные участки (уступы) поверхности последовательными врезаниями круга по обрабатываемой длине, уступы должны перекрывать друг друга. При комбинированном шлифовании, после глубинного шлифования или после шлифования последовательными врезаниями производят один или несколько продольных проходов для улучшения окончательной шероховатости поверхности. <—предыдыщая следующая —> |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
продвижение в воронеже
|